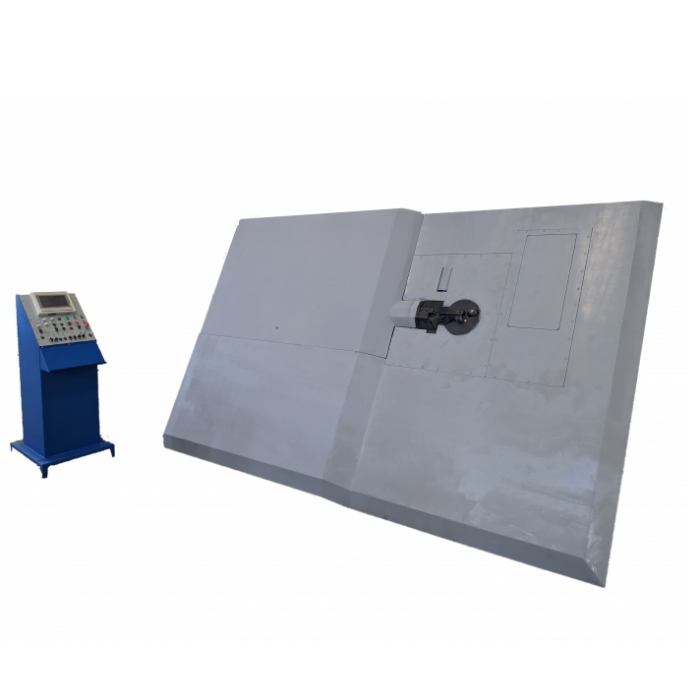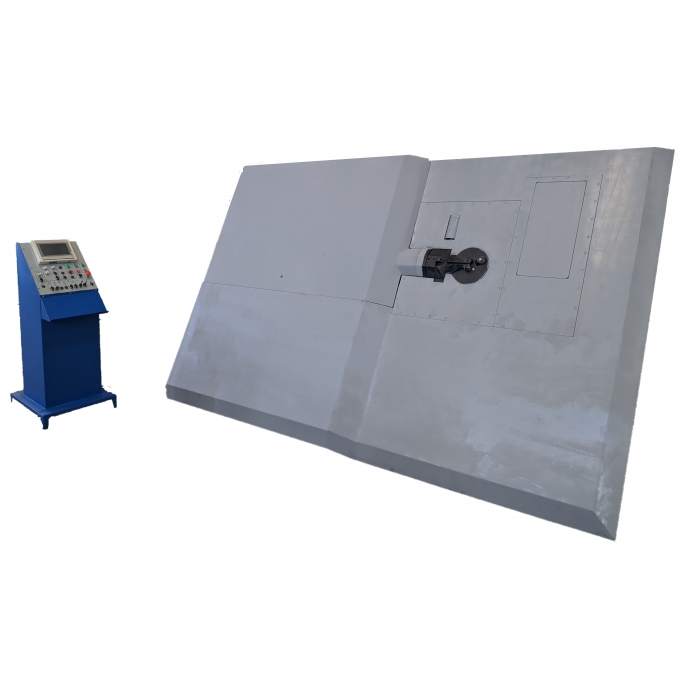
MIKRO SD12
Automatic stirrup machine from coil, bi-directional, programmable, CNC, designed for the production of stirrups as well as for re-bar straightening and bending.
| Working range
(feeding pieces): |
2 D6 | 2 D8 | 2 D10 | 1 D12 |
| (Ultimate tensile strength: 650 N/mm2) | ||||
| Average power consumption: | 9 kW | |||
| Installed Power | 22kW | |||
| Re-bar propulsion speed: | 90m / min. | |||
| Bending angle speed: | 1200° / sec. | |||
| Maximum bending angle : | 180o | |||
| No. of Angles: | 50 | |||
| No. of Sides: | 50 | |||
| Angle accuracy : | ± 1o | |||
| Length accuracy: | ± 1 mm | |||
| Dimensions (L x W x H ): | 5250x1590x2260 | |||
| Weight : | 3550 Kg | |||
*”GALANOS SA” reserves the right to modify the above-mentioned data without previous notice *
| Supplies demanded |
| – Electric supply: 25 kW |
| – Compressed air: 8 Bar |
MIKRO SDR12 is provided with main and auxiliary mechanisms necessary for the machine operation:
Α) Main mechanisms:
- Forwarding System
- Straightening system
- Bending system
- Cutting system
- Control panel
- Hydraulic unit
- Electric/Electronic board
- B) Auxiliary mechanisms (additional equipment upon request):
- Pay-off (wire coil support)
- Working surface
- Bench for the support of the straight re-bars
Α.1. Propulsion System
The Propulsion System consists of two rollers. One rotatting roller and one free.
The rollers of the system are installed in such a way, so that the produced shapes are not «distorted».
An encoder is rotated by the free roller. The rebar is forwarded by servo motor that motions the main roller.
Α.2. Straightening system
The straightening system consists of a mixed group of rollers all placed in one direction. By this way the complete straightening of the rod is achieved by maintaining the iron properties.
The system consists of moving and fixed rollers. The first ones are moved upwards-downwards electronically. Thus, the rod diameter changing as well as the straightening adjustment is achieved.
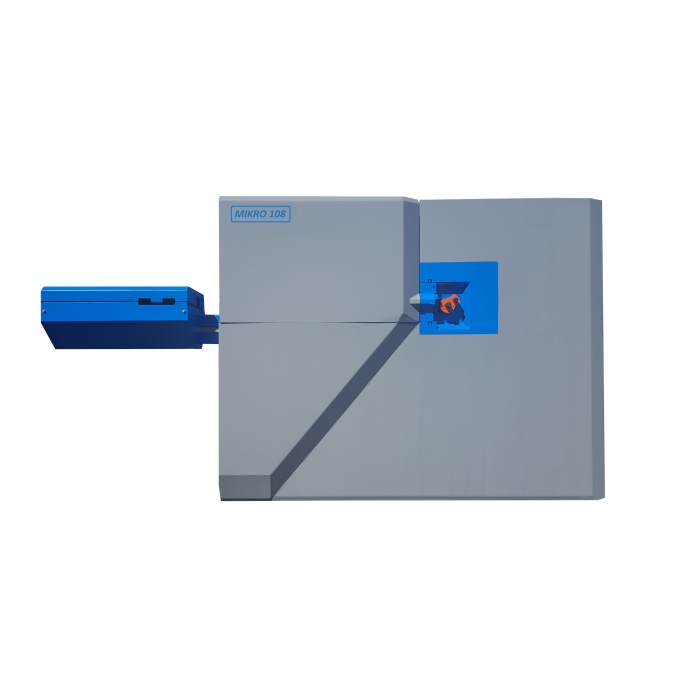
Α.3. Bending system
The bending system is Servo-electric powered and equipped with a rotating disk which rotates clockwise and counterclockwise.
A side bending pin is placed on the disc
The fixed bending unit is placed at the center of the disk.
Α.4. Cutting system
The cutting system is hydraulic powered and carries out lateral cutting, while the cutting plates bear with two shearing sights.
A.5. Control panel
The control panel is placed off the machine and the industrial PC is placed at its inner part.
At the front view of the control panel are placed the buttons for manual operation and the touch screen as well.
During programming phase the figure is exactly developed on the screen as it will be executed during the production procedure and the operator can select its storage directly in the computer’s memory in case he wishes to recall it for future production execution.
Moreover, additional data are indicated on the screen. The following data about the daily production are seen, such as:
– Total rod length for each figure
– Total quantity (No of pieces) to be produced
– Total weight of pieces
– Produced shapes (pieces)
– Produced shapes (Kg)
– Remaining pieces (to be executed)
– Rod diameter
– Function indication for option of production by use of single/double wire
Other functions:
– Option for production of continuous stirrups
– Option for production of stirrups alternately
– Capacity for various operations and adjustments during production procedure
– Adjustment of angles speed (increase – decrease)
– Adjustment of advance speed (increase – decrease)
– Angles correction (open – close)
Programming modes:
- a) via keyboard
- b) via screen
- c) by use of USB memory stick
- d) recall directly from computer’s memory
Α.6. Hydraulic unit
The hydraulic unit bears with one piston pump of special construction (for such types of machinery).
In addition, it bears with servo-valves guided via PC; the servo-valves control both the rod advance and the bending plate movement.
Α.7. Electrical/Electronic unit
All electric/electronic components are supplied by:
Plc: Berghof
Servomotor: EU manufactured
Drive: Nidec – Control Techniques
Electronic complements : Schneider and ΑΒΒ
Hydraulic complements : EU manufactured